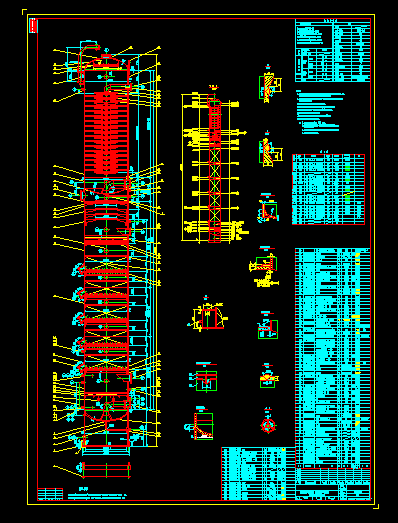
├ō┴“Ą═ē║ķWš¶▓█-ÜŌ╠ß╦■cadłD╝ł V6405-T6402 DN5200X66300
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ DWG Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®����Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ╝╝ągę¬Ū¾
1. ║ĖĮė▓╔ė├ļŖ║Ė,║ĖŚlą═╠¢:╠╝õōų«ķg▓╔ė├E4315,16Mnų«ķg▓╔ė├E5015,▓╗õPõōų«ķg▓╔ė├E308-16,▓╗õPõō┼c╠╝õōų«ķg▓╔ė├E309-15,16MnR┼c╠╝õōų«ķg▓╔ė├E4315.
2. ║ĖĮėĮėŅ^Ą─ą═╩Į╝░│▀┤ń����Ż¼│²łDųąūó├„═Ō�����Ż¼░┤HG20583-1998ųąĄ─ęÄČ©����Ż¼ĮŪ║Ė┐pĄ─║Ė─_Ė▀Č╚×ķ▌^▒Ī╝■Ą─║±Č╚.Ę©╠mĄ─║ĖĮė░┤ŽÓæ¬Ę©╠mś╦£╩Ą─ęÄČ©.
3. ╦■¾wų▒ŠĆČ╚į╩▓Ņ×ķ▓╗│¼▀^30mm�����Ż¼╦■¾w░▓čb┤╣ų▒Č╚×ķ30mm.
4. įOéõųŲįņ═Ļ«ģ,▓╗õPõō▒Ē├µŪÕ│²╬█╣Ė╚źė═,ū÷╦ߎ┤Ōg╗»╠Ä└Ē.╦∙ą╬│╔Ōg╗»─ż▓╔ė├╦{³cĘ©Öz▓ķ,¤o╦{³c×ķ║ŽĖ±.
5. ę║├µėŗā╔Įė╣▄░┤HG20584-98Ą─7.0.3 8(6)ŚlęÄČ©╣½▓Ņę¬Ū¾ųŲįņ.
6. ╦■ĒöĄ§ų∙│²į┌╦■¾w╔Ž║Ė║├ē|░Õų¦ū∙═Ō,ŲõėÓĄĮ¼Fł÷▀Mąą░▓čb.
7. ųŲįņ═Ļ«ģ║¾╚╣ū∙┬▌╦©┐ūųąą─łAų▒ÅĮį╩▓Ņęį╝░ŽÓÓÅā╔┐ū║═╚╬ęŌā╔┐ūŽęķLį╩▓Ņ▓╗│¼▀^2mm.
8. Įė╣▄ĪóĄž─_┬▌╦©┐ūĪóĮėĄž░Õ║═Ńæ┼Ųū∙Ą╚ĘĮ╬╗ęŖ╣▄┐┌ĘĮ╬╗łD.
ūó
1. │²łDųąūó├„═Ō����Ż¼ŲõėÓĮė╣▄═Ō╔ņķLČ╚×ķ 250 mm.
2. Ńæ┼Ųū∙ė├ė┌Ī░«aŲĘŃæ┼ŲĪ▒║═Ī░ūóāįŃæ┼ŲĪ▒�����Ż¼Ńæ┼Ųū∙æ¬Ė▀ė┌įOéõ═Ō▒Ē├µŻ©░³└©▒Ż£žīėŻ®20mmŻ╗Ńæ┼Ųū∙│▀┤ńė╔ųŲįņÅS┤_Č©ĪŻ
3. ╦■¾wā╔éĆŪ╗▓╗─▄į┌ęÄČ©ē║┴”å╬Ū╗įćē║,×ķÖz“×Ū“╣┌ą╬ĘŌŅ^║Ė┐p,╔ŽŪ╗┐╔ęįęį0.2MPaå╬¬Üįćē║.
4. Ą§Č·║Ė┐p╚½▓┐┤┼Ę█¤oōpÖz£y,ó“╝ē×ķ║ŽĖ±. ...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


