200號油冷卻器(E-127)
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
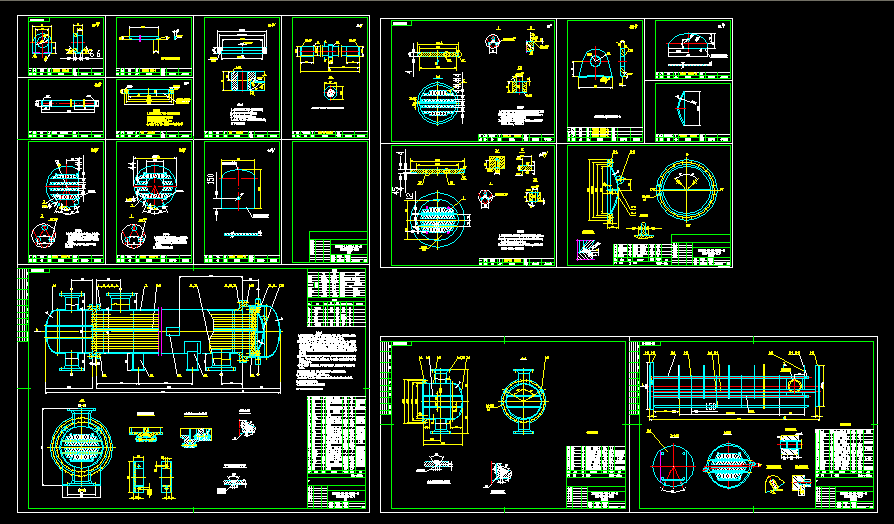
- 技術(shù)要求
1.本設(shè)備按照GB151-1999《管殼式換熱器》設(shè)計、制造、試驗和驗收,并接受國家質(zhì)量技術(shù)監(jiān)督局頒發(fā)的《壓力容器安全技術(shù)監(jiān)察規(guī)程》的監(jiān)察。
2.設(shè)備按照JB/T4709-2000《鋼制壓力容器焊接規(guī)程》焊接,手工電弧焊時低合金鋼之間焊條選用 E5015,碳鋼與低合金鋼之間焊條選用E4315,焊接接頭除圖中注明外,其余均為連續(xù)焊接接頭,按GB985~986"焊縫坡口的基本形式與尺寸"中的規(guī)定,角焊接接頭的焊角尺寸為施焊接件中薄件的厚度,法蘭按相應(yīng)的標準焊接。
3.容器上的A類和B類焊接接頭采用x射線探傷,探傷長度不小于每條焊接接頭長度的20%,且不小于250mm,要求符合JB/T4730-2005《承壓設(shè)備無損檢測》III級合格。
4.管箱、外頭蓋、浮頭蓋施焊后,應(yīng)作消除應(yīng)力熱處理,設(shè)備法蘭密封面應(yīng)在熱處理后精加工。
5.設(shè)備組焊完畢后,管程、殼程、管接頭以2.0Pa(表)進行水壓試驗。
6.管板密封面與殼體軸線垂直,其允差為1mm。
7.設(shè)備按JB/T4711-2003《壓力容器涂敷運輸包裝》進行油漆包裝運輸。
8.設(shè)備防腐保溫由選用者確定。
9.圖中橢圓封頭厚度已經(jīng)考慮沖壓減薄量。
注:該設(shè)備不得用于濕硫化氫腐蝕環(huán)境。 ...
200號油冷卻器(E-127)_下載(dwg格式) 機械圖紙
主站蜘蛛池模板:
亚洲成人性视频
|
亚洲国产欧美在线人成aaa
|
狠狠狠色丁香婷婷综合久久俺
|
精品国产福利在线观看一区
|
欧美成人手机视频免费播放
|
日韩欧美国产另类
|
国产在线麻豆自在拍91精品
|
国产亚洲美女精品久久久久狼
|
免费男人添女人下身视频高清
|
欧美mv日韩mv国产网站
|
亚洲午夜私人影院在线观看
|
天天天天添天天拍天天谢
|
亚洲变态另类天堂av手机版
|
国产精品永久久久久久久久久
|
国偷自产一区二区免费视频
|
少妇特黄a一区二区三区
|
日本一级淫片观看
|
欧美激情 日韩 中文字幕
|
伊人伊色
|
看黄网站在线观看
|
国产成人毛片在线视频
|
一级做a爰视频免费观看2019
|
浴室人妻的情欲hd三级
|
丰满熟妇人妻中文字幕
|
99久热任我爽精品视频
|
东京热男人av天堂
|
国产玉足榨精视频在线观看
|
国产真实露脸乱子伦原著
|
国产精品自在自线亚洲
|
成人小视频免费在线观看
|
国精品人妻无码一区二区三区性色
|
极品粉嫩嫩模大尺度无码视频
|
曰韩无码无遮挡a级毛片
|
99久久99热久久精品免
|
久久久夜色精品国产噜噜
|
视频一区在线
|
日韩一区二区三
|
久久三级电影
|
久久99九九国产免费看小说
|
99久久99这里只有免费的精品
|
高清一级毛片一本到免费观看
|
 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號



 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:

