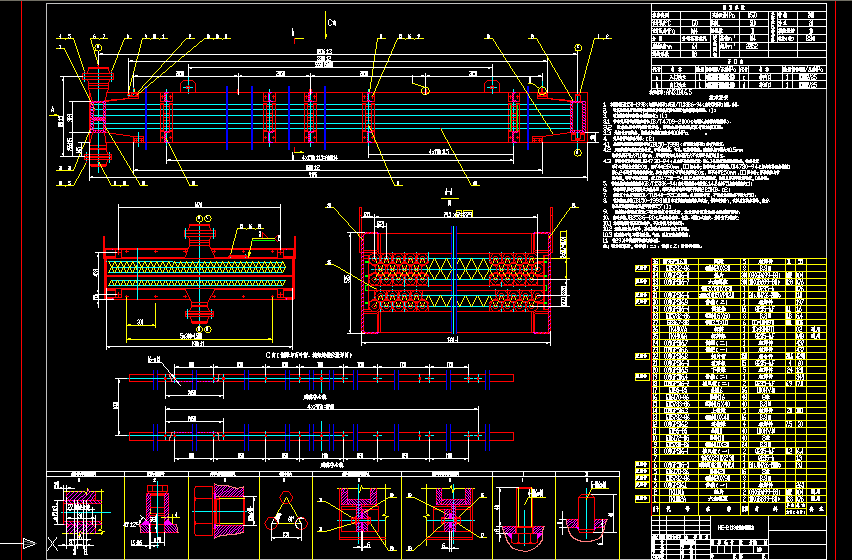
進口空冷器管束 HE-2 113
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 技術要求
1. 本設備按GB150-1998《鋼制壓力容器》和GB/T15386-94《空冷式換熱器》制造、驗收。
2. 管束受壓件所用材料技術要求和規格應符合國家有關標準的規定。〔1〕
3. 管束的焊接和焊接材料的要求:〔1〕
3.1 管束受壓件的焊接應符合JB/T4709-2000《鋼制壓力容器焊接規程》。
3.2 管束受壓件焊接所用焊條,熔敷金屬抗拉強度應與母材相區配。
3.3 結構件所用焊條,熔敷金屬抗拉強度為400MPa
4. 受壓件焊縫檢驗要求:〔2〕
4.1 受壓焊縫質量控制應符合GB150-1998《鋼制壓力容器》的有關規定。
4.2 所用焊縫均進行宏觀檢查,不得有裂紋、氣孔、弧坑等缺陷。咬邊深度不得大于0.5mm 連續長度不得大于100mm,焊縫兩側咬邊總長度不大于該焊縫長度的10%。
4.3 管箱各板件焊縫按JB4730-94《壓力容器無損檢測》第6.1條進行局部射線檢查,檢查長度 不小于焊縫長度的20%,且不小于250mm,III級合格;接管與法蘭焊縫按JB4730-94《壓力容器無損檢測》 第6.2條進行局部射線檢查,檢查長度不小于焊縫長度的20%,且不小于250mm,III級合格;異形接管與管 箱焊縫,管嘴與管箱焊縫,按JB4730-94第12條進行滲透檢查,缺陷顯示累積長度等級,I級合格。
5. 管端連接采用強度脹應符合GB/T15386-94《空冷式換熱器》有關第6.1.4.2條和7.5條的有關規定〔1〕
6. 管箱組焊后進行消除應力熱處理,焊縫及熱影響區硬度不超過225HB。〔2〕
7. 未注尺寸公差均按GB/T1840-92C級制造。組裝后的管束,平面對角線公差不得大于10。
8. 管束裝配后按GB150-1998第10章有關規定進行水壓試驗,保壓時間1h,試壓后應將水排盡,吹干。 液壓試驗期間液體溫度不得低于5°〔1〕
9. 管箱絲堵螺紋應涂二硫化鉬復合鋁基脂,法蘭密封面應涂易去除的防銹油。
...
進口空冷器管束 HE-2 113_下載(dwg格式) 機械圖紙
国产精品久久毛片av大全日韩_国产精品久久久久久久久动漫_欧美日韩久久一区二区_成人h动漫精品一区二_亚洲图片欧美综合_中文字幕在线不卡一区_99精品欧美一区二区三区小说_久久91精品国产91久久小草_一区二区国产视频_欧美日韩在线综合_热久久一区二区_精品国产一区二区精华_床上的激情91._99久久久精品免费观看国产蜜_欧美日韩国产影片_国产女人aaa级久久久级
亚洲一区日韩精品中文字幕|
精品国产区一区|
国产一区二区三区奇米久涩|
91嫩草视频在线观看|
国产成人av一区二区三区|
国产精品av一区|
免费日韩电影在线观看|
欧美日韩亚洲一区二区三区在线观看
|
欧美日韩在线三级|
欧美一区二区在线免费观看|
欧美v国产在线一区二区三区|
久久网站热最新地址|
国产精品毛片久久久久久|
亚洲午夜三级在线|
日本欧美一区二区在线观看|
国产乱码精品一区二区三区av|
国产成人精品aa毛片|
99久久精品免费看国产一区二区三区
|
国产精品69毛片高清亚洲|
成人精品视频一区二区三区|
91黄色精品|
性刺激综合网|
宅男在线国产精品|
国产女主播一区|
亚洲成a人片在线不卡一二三区
|
精品国产一区二区三区久久久蜜月
|
欧美变态tickle挠乳网站|
一区免费观看视频|
日韩中文字幕区一区有砖一区|
国产麻豆午夜三级精品|
91黄在线观看|
色综合久久88色综合天天免费|
日韩午夜在线播放|
一区二区在线观看av|
国产精品一区一区|
免费日韩电影在线观看|
91精品国产色综合久久不卡电影|
亚洲国产精品高清|
久久激情综合网|
国产欧美一区二区三区不卡高清|
欧洲亚洲国产日韩|
国产精品久久久久aaaa|
国产在线日韩欧美|
欧美一级爽aaaaa大片|
51午夜精品国产|
亚洲精品第1页|
成人开心网精品视频|
午夜精品亚洲一区二区三区嫩草|
欧美电影免费观看高清完整版在线观看|
国产精品二区一区二区aⅴ污介绍|
麻豆精品蜜桃视频网站|
精品欧美一区二区三区久久久|
欧美日韩国产综合草草|
亚洲免费电影在线|
99国产精品国产精品久久|
欧美亚洲一区二区在线|
亚洲黄一区二区三区|
97精品国产露脸对白|
欧美性videosxxxxx|
亚洲精品老司机|
91蝌蚪porny|
欧美一区二区免费|
日本欧美在线观看|
热re99久久精品国99热蜜月|
久久久久国产精品麻豆ai换脸|
精品亚洲欧美一区|
一区二区三区视频在线播放|
亚洲欧洲日产国产综合网|
av电影在线观看一区|
欧美日韩极品在线观看一区|
亚洲国产美国国产综合一区二区|
成人午夜影院在线观看|
精品卡一卡二卡三卡四在线|
美女脱光内衣内裤视频久久网站|
韩日午夜在线资源一区二区|
久久免费电影网|
岛国一区二区三区|
欧美吻胸吃奶大尺度电影|
亚洲v中文字幕|
欧美午夜视频在线|
亚洲同性同志一二三专区|
91久久精品一区二区别|
久久久www成人免费毛片麻豆
|
一区二区欧美日韩|
亚洲欧美视频在线观看视频|
97久久人人超碰caoprom欧美|
日韩欧美国产成人一区二区|
韩国三级在线一区|
欧美三级电影网站|
紧缚奴在线一区二区三区|
一本在线高清不卡dvd|
首页国产丝袜综合|
在线视频不卡一区二区三区|
亚洲国产成人av|
亚洲不卡一卡2卡三卡4卡5卡精品|
自拍偷拍亚洲综合|
国产一区免费|
亚洲欧美日韩中文字幕一区二区三区|
成人午夜影院在线观看|
国产精品久久久久久亚洲伦
|
av动漫一区二区|
欧美精品一区二区三区很污很色的
|
日韩成人在线资源|
亚洲一区在线视频观看|
视频在线一区二区三区|
肉肉av福利一精品导航|
欧美日韩日本视频|
国产成人在线视频免费播放|
日韩精品一区二区三区swag|
91农村精品一区二区在线|
国产欧美日本一区视频|
精品在线一区|
亚洲一区二区三区美女|
中文字幕不卡每日更新1区2区|
日本美女视频一区二区|
欧美理论片在线|
成a人片国产精品|
国产精品色婷婷|
日韩欧美亚洲区|
毛片不卡一区二区|
欧美岛国在线观看|
国产欧美亚洲日本|
视频一区国产视频|
这里只有精品电影|
国产伦精品一区二区三区四区视频|
亚洲欧美乱综合|
欧洲视频一区二区|
97精品超碰一区二区三区|
亚洲欧美日韩国产中文在线|
色婷婷亚洲综合|
成人av高清在线|
亚洲少妇30p|
欧美亚洲综合久久|
91视频免费进入|
婷婷久久综合九色综合绿巨人|
91精品国产免费久久综合|
超碰97人人人人人蜜桃|
视频一区视频二区中文|
精品国产免费视频|
先锋影音一区二区三区|
精品一区二区精品|
国产精品久久久久久妇女6080|
中文字幕免费在线不卡|
成人黄色在线视频|
亚洲一区二区三区视频在线播放|
欧美日韩高清在线播放|
国产欧美亚洲日本|
国产一区二区三区高清播放|
国产精品久线观看视频|
在线欧美小视频|
国产精品免费观看高清|
久久精品国产一区二区三|
欧美国产综合一区二区|
欧美亚一区二区|
韩日午夜在线资源一区二区|
精彩视频一区二区三区
|
国产91精品一区二区麻豆亚洲|
国产精品免费视频网站|
欧美日韩一区高清|
美脚丝袜一区二区三区在线观看|
国产乱理伦片在线观看夜一区|
亚洲免费伊人电影|
精品久久人人做人人爰|
在线观看国产一区|
成人情视频高清免费观看电影|
美女一区二区三区在线观看|
国产精品的网站|
日韩欧美aaaaaa|
中文字幕99|
蜜桃传媒一区二区|
91在线国产福利|
精品影视av免费|
亚洲国产视频直播|
日韩一区中文字幕|
精品久久久久久久久久久久久久久
|
国产成人精品影视|
亚洲成人综合在线|
国产精品久久久久永久免费观看|
欧美久久久久免费|
一区二区精品国产|
久久国产精品 国产精品|
成人午夜电影小说|
久久超碰97中文字幕|
洋洋成人永久网站入口|
日本一区二区综合亚洲|
日韩欧美一级特黄在线播放|
在线观看区一区二|
色就是色欧美|
美女精品国产|
国产一区精品视频|
99视频免费观看|
99r精品视频|
成人在线一区二区三区|
久久99在线观看|
日韩av在线发布|
亚洲电影第三页|
亚洲精品va在线观看|
亚洲视频一二三|
国产精品久久久久久妇女6080|
337p粉嫩大胆色噜噜噜噜亚洲|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

