墊片沖壓模具設計
- 文件介紹:
- 該文件為 doc 格式(源文件可編輯),下載需要
20 積分
-
- 墊片沖壓模具設計
目錄
塑料模設計
目錄 2
一、 沖裁件的工藝分析 6
1、工件材料 6
2、工件結構形狀 6
3、工件尺寸精度 7
二、 沖裁工藝方案的確定 7
三、 模具結構形式的確定 8
四、 模具總體設計 9
1、模具類型的選擇 9
2、操作與定位方式 9
(1)、操作方式 9
(2)、定位方式 9
3、卸料、出件方式. 9
(1)、卸料方式 9
(2)、出件方式 10
4、確定送料方式 10
5、確定導向方式 10
五、 模具設計計算 11
1、排樣、計算條料寬度、確定步距、材料利用率 11
(1)、排樣方式的選擇 11
(2)、計算條料寬度 11
(3)、確定步距 12
(4)、計算材料利用率 13
2、沖壓力的計算 15
(1)、沖裁力的計算 15
(2)、卸料力、頂件力的計算 15
3、壓力中心的確定 16
4、模具刃口尺寸的計算 18
(1)、沖裁間隙分析 18
(2)、落料 19
(3)、沖孔 20
5、卸料橡膠的設計 21
(1)、卸料板工作行程h 21
(2)、卸料橡膠工作行程H 21
(3)、卸料橡膠自由高度H0 21
(4)、卸料橡膠的預壓縮量H1 21
(5)、每個橡膠所承受的載荷F1 22
(6)、卸料橡膠的外徑D 22
(7)、較核卸料橡膠自由高度H0 22
(8)、卸料橡膠安裝高度H2 23
六、 主要零部件設計 23
1、工作零部件的結構設計 23
(1)、凹凸模 23
(2)、落料凹模 23
(3)、沖孔凸模 25
2、卸料部件的設計 25
(1)、卸料板的設計 25
(2)、卸料螺釘的選用 25
3、模架以及其他零部件的選用 25
七、 主要零部件設計 26
1、工作零件的結構設計 26
(1)、凸凹模 26
(2)、落料凹模 26
(3)、沖孔凹模 28
2、卸料部件的設計 28
(1)、卸料板的設計 28
(2)、卸料螺釘的選用 28
3、模架及其他零部件的選用 29
八、 校核模具閉合高度及壓力機有關參數 29
1、校核模具閉合高度 29
2、沖壓設備的選定 30
九、 設計并繪制模具總裝圖、選取標準件 30
十、 繪制非標準件零件圖 30
1、工件材料
由圖1分析知:10#鋼為優質碳素結構鋼,具有良好的塑性性、焊接性以及壓力加工性,主要用于制作沖擊件、緊固件、焊接件,如墊片、墊圈等。適合沖裁加工。
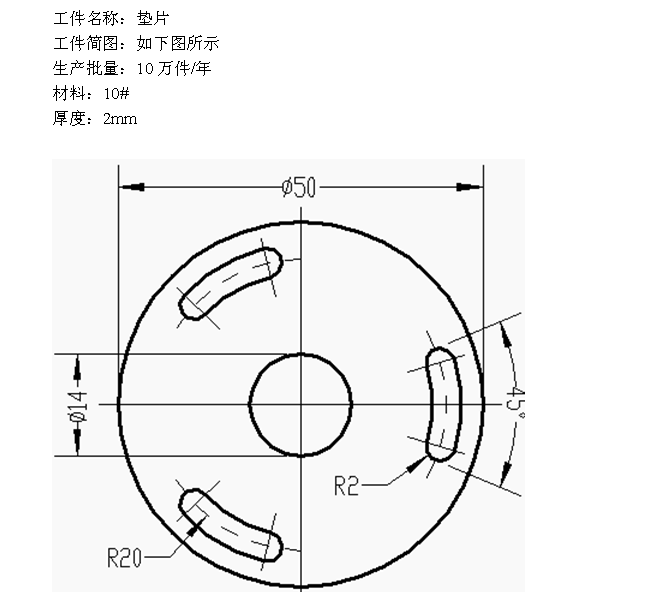
2、工件結構形狀
工件結構形狀相對簡單,有三個圓弧形孔和一個圓孔,孔與邊緣之間的距離滿足要求,料厚為2mm滿足許用壁厚要求(孔與孔之間、孔與邊緣之間的壁厚),可以沖裁加工。
3、工件尺寸精度
根據零件圖上所注尺寸,工件要求不高,尺寸精度要求較低,普通沖裁完全可以滿足要求。
根據以上分析:該零件沖裁工藝性較好,綜合評比適宜沖裁加工。
二、沖裁工藝方案的確定
方案一:先沖孔,后落料。單工序模生產。
方案二:沖孔—落料復合沖壓。復合模生產。
方案三:沖孔—落料級進沖壓。級進模生產。
表3 各類模具結構及特點比較
模具種類比較項目 單工序模
(無導向)(有導向) 級進模 復合模
零件公差等級 低 一般 可達IT13~IT10級 可達IT10~IT8級
零件特點 尺寸不受限制厚度不受限制 中小型尺寸厚度較厚 小零件厚度0.2~6mm可加工復雜零件,如寬度極小的異形件 形狀與尺寸受模具結構與強度限制,尺寸可以較大,厚度可達3mm
零件平面度 低 一般 中小型件不平直,高質量制件需較平 由于壓料沖件的同時得到了較平,制件平直度好且具有良好的剪切斷面
生產效率 低 較低 工序間自動送料,可以自動排除制件,生產效率高 沖件被頂到模具工作表面上,必須手動或機械排除,生產效率較低
安全性 不安全,需采取安全措施 比較安全 不安全,需采取安全措施
模具制造工作量和成本 低 比無導向的稍高 沖裁簡單的零件時,比復合模低 沖裁較復雜零件時,比級進模低
適用場合 料厚精度要求低的小批量沖件的生產 大批量小型沖壓件的生產 形狀復雜,精度要求較高,平直度要求高的中小型制件的大批量生產
根據分析結合表分析:
方案一模具結構簡單,制造周期短,制造簡單,但需要兩副模具,成本高而生產效率低,難以滿足大批量生產的要求。
方案三只需一副模具,生產效率高,操作方便,精度也能滿足要求,但模具輪廓尺寸較大,制造復雜,成本較高。
方案二也只需一副模具,制件精度和生產效率都較高,且工件最小壁厚大于凸凹模許用最小壁厚模具強度也能滿足要求。沖裁件的內孔與邊緣的相對位置精度較高,板料的定位精度比方案三低,模具輪廓尺寸較小,制造比方案三簡單。
通過對上述三種方案的分析比較,該工件的沖壓生產采用方案二為佳。 ...
墊片沖壓模具設計_下載(doc格式) 技術文檔
国产精品久久毛片av大全日韩_国产精品久久久久久久久动漫_欧美日韩久久一区二区_成人h动漫精品一区二_亚洲图片欧美综合_中文字幕在线不卡一区_99精品欧美一区二区三区小说_久久91精品国产91久久小草_一区二区国产视频_欧美日韩在线综合_热久久一区二区_精品国产一区二区精华_床上的激情91._99久久久精品免费观看国产蜜_欧美日韩国产影片_国产女人aaa级久久久级
国产视频一区二区在线|
午夜精品免费在线观看|
91蜜桃视频在线|
亚洲精品久久久蜜桃|
欧美伊人久久久久久午夜久久久久|
国产福利91精品|
一区二区在线观看免费视频播放|
欧美日韩精品一区视频|
国产日韩欧美亚洲一区|
轻轻草成人在线|
中文字幕电影一区|
欧美日韩亚洲高清一区二区|
91碰在线视频|
久久成人免费网|
亚洲色图视频网站|
欧美电影精品一区二区|
日本一区二区精品|
大白屁股一区二区视频|
亚洲精品国产第一综合99久久|
欧美久久一区二区|
欧美激情视频一区二区三区|
国产成人午夜高潮毛片|
亚洲老妇xxxxxx|
在线亚洲高清视频|
国产欧美一区二区三区另类精品
|
国产一区在线观看视频|
亚洲欧美国产高清|
日韩精品一区二区三区蜜臀
|
色婷婷综合久久久久中文一区二区
|
欧美成人a∨高清免费观看|
久久av一区二区|
成人精品免费看|
蜜桃视频第一区免费观看|
国产精品对白交换视频|
在线91免费看|
欧美性大战xxxxx久久久|
久久av免费一区|
成人免费看片app下载|
天天操天天色综合|
综合自拍亚洲综合图不卡区|
精品国产sm最大网站免费看|
69精品人人人人|
欧美人成免费网站|
在线观看网站黄不卡|
欧美日韩最好看的视频|
久久99蜜桃综合影院免费观看|
99国产欧美久久久精品|
国产98色在线|日韩|
久久精品国产一区二区三|
一级精品视频在线观看宜春院|
欧美激情一区二区三区四区|
久久精品在线观看|
2023国产精品自拍|
精品国产乱码久久久久久蜜臀|
欧美性猛交一区二区三区精品|
婷婷久久五月天|
日韩在线电影一区|
亚洲国产综合自拍|
日韩精品久久一区|
欧美一区视久久|
国产在线精品一区|
国外成人免费视频|
国产精品一品二品|
九九热在线视频观看这里只有精品|
亚洲成人免费在线观看|
一区二区三区四区不卡视频|
日本一区二区视频在线观看|
欧美xxx久久|
欧美成人bangbros|
日韩免费看的电影|
欧美成人国产一区二区|
日韩精品一区二区在线|
欧美成人欧美edvon|
精品国产髙清在线看国产毛片|
91精品国产91久久综合桃花|
欧美群妇大交群中文字幕|
日本电影亚洲天堂一区|
色哟哟亚洲精品|
一区不卡视频|
一本一道波多野结衣一区二区|
日韩精品另类天天更新|
日韩中文不卡|
视频一区视频二区视频|
亚洲一区二三|
91黄视频在线|
制服丝袜日韩国产|
日韩欧美一二三|
精品久久久久久久久久久久久久久
|
日韩一区二区在线观看视频|
日韩色在线观看|
久久日一线二线三线suv|
精品国产91洋老外米糕|
久久久精品日韩欧美|
国产日韩欧美不卡在线|
国产精品不卡一区二区三区|
国产精品久久毛片a|
亚洲精品乱码久久久久久黑人
|
日本精品一区二区三区高清|
色婷婷综合久久久中文字幕|
色婷婷亚洲一区二区三区|
欧美三片在线视频观看
|
日本不卡一区二区三区在线观看
|
日本中文不卡|
亚洲成色www久久网站|
色就色 综合激情|
欧美丰满一区二区免费视频|
精品噜噜噜噜久久久久久久久试看
|
亚洲综合图片区|
精品中文av资源站在线观看|
国产91富婆露脸刺激对白|
999久久久|
视频一区二区三|
在线观看日韩精品|
精品精品欲导航|
国产精品福利一区二区|
日韩精品一区第一页|
国产精品18久久久久久久久
|
午夜欧美在线一二页|
国内精品免费在线观看|
国产一区视频在线看|
国产chinese精品一区二区|
欧美主播一区二区三区美女 久久精品人|
免费看成人片|
中国成人亚色综合网站|
欧美精品一二三|
日韩欧美成人激情|
中文字幕在线观看不卡|
免费成人美女在线观看.|
成人免费视频网站在线观看|
久久成人免费网站|
天涯成人国产亚洲精品一区av|
亚洲一区二区精品久久av|
国产成人激情av|
水蜜桃亚洲一二三四在线|
欧美一级免费大片|
亚洲综合在线五月|
成人免费高清在线观看|
奇米精品在线|
激情久久av|
欧美精品免费视频|
亚洲精品老司机|
国产原创一区二区|
日韩久久久久久久|
久久夜色精品一区|
亚洲丝袜美腿综合|
成人av在线资源网站|
亚洲欧洲一区二区福利|
国产女人水真多18毛片18精品视频|
免费久久精品视频|
国产麻豆91精品|
日韩专区一卡二卡|
成人免费视频观看视频|
欧美精品在欧美一区二区少妇|
综合久久一区二区三区|
成人午夜视频在线观看|
色婷婷狠狠综合|
亚洲精品免费在线播放|
91蝌蚪porny九色|
在线91免费看|
日韩精品欧美精品|
欧美二区三区|
国产精品视频在线看|
成人小视频免费观看|
在线一区二区视频|
亚洲一区二区精品视频|
91麻豆免费视频|
精品国内二区三区|
国产精品视频一二三|
亚洲午夜私人影院|
久久99导航|
国产精品水嫩水嫩|
成人app下载|
91精品午夜视频|
国产在线视频一区二区|
在线视频你懂得一区二区三区|
亚洲午夜电影在线|
欧美另类视频在线|
日韩一区中文字幕|
国产 高清 精品 在线 a|
久久久国产综合精品女国产盗摄|
国产精品一区二区91|
欧美日韩精品一区二区天天拍小说
|
亚洲一区二区三区色|
一区二区三区四区精品在线视频|
99视频在线|
国产日韩亚洲欧美综合|
福利一区福利二区|
91精品国产手机|
丁香亚洲综合激情啪啪综合|
一本色道久久加勒比精品|
精品国产乱码久久|
国产成人免费视频精品含羞草妖精|
五月婷婷一区|
亚洲一区在线电影|
色综合色综合色综合|
久久精品国产精品亚洲红杏|
精品视频一区三区九区|
国产剧情av麻豆香蕉精品|
欧美成人精品1314www|
成人欧美一区二区三区视频xxx|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

