PLC在三面銑組合機床中的應用的設計
- 文件介紹:
- 該文件為 doc 格式(源文件可編輯),下載需要
20 積分
-
- PLC在三面銑組合機床中的應用的設計
2 三面銑組合機床的液壓系統設計
三面銑組合機床是通過可編程控制器(PLC)控制銑床液壓系統的電磁換向器的通電與失電控制電磁鐵的動作,從而滿足三面銑組合機床的液壓控制要求。
2.1 三面銑組合機床的運動及其傳動情況
三面銑組合機床中液壓動力滑臺的運動和工件松緊是由液壓系統實現的,有單循環自動工作、單銑頭自動循環工作、點動三種工作方式。
2.1.1 三面銑組合機床的主要結構
機床主要由底座、床身、銑削動力頭、液壓動力滑臺、液壓站、工作臺、工件松緊油缸等組成。機床底座上安放有床身,床身上一頭安裝有液壓動力滑臺,工件及夾緊裝置放于滑臺上。床身的兩邊各安裝有一臺銑銷頭,上方有立銑頭,液壓站在機床附近。
2.1.2 三面銑組合機床的控制要求
(1)有單循環自動工作、單銑頭自動循環工作、點動三種工作方式;
(2)單循環自動工作過程如圖3-5所示,油泵電機在自動工作一個循環后不停機;
(3)單銑頭自動循環工作包括:左銑頭單循環工作,右1銑頭單循環工作,右2銑頭單循環工作,立銑頭單循環工作。單銑頭自動循環工作時,要考慮各銑頭的加工區間;
(4)點動工作包括:四臺主軸電動機均能點動對刀、滑臺快速點動調整、松緊液壓缸的調整;
(5)五臺電動機均能單向旋轉;
(6)要求有電源、液壓泵工作、工件夾緊、加工等信號指示;
(7)要求有照明電路和必要的連鎖環節與保護環節。
2.1.3 液壓系統設計
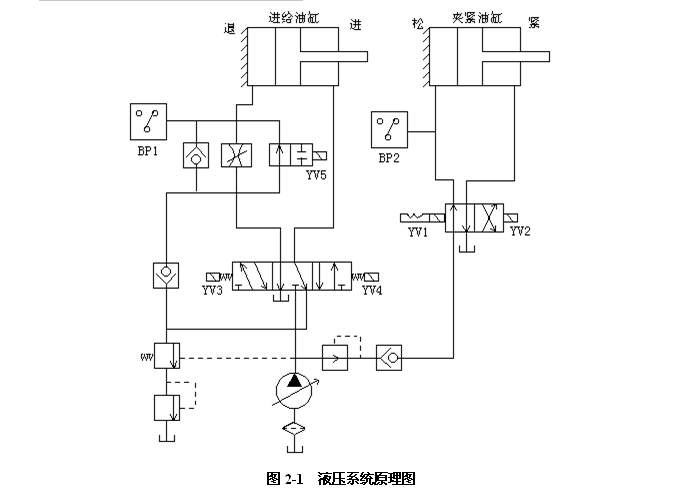
三面銑組合機床中工件松緊是由液壓系統實現的。圖2-1所示為三面銑組合機床的工作原理,它是一個由單向變量泵組成的有極容積調速液壓系統。液壓泵的壓力按系統所需最大工作壓力(即組合機床銑削工件時所需壓力)溢流閥調定,當壓力大于系統所需壓力時由減壓閥卸荷調定,溢流閥用于系統的安全保護。
液壓缸均為缸筒固定式單桿活塞缸,采用的是電液換向器BP1、BP2換向。各換向閥的的導閥是二位二通電磁Z22 D0-25型換向器、二位四通電磁Z24 DW-25型換向器。使用單向閥供進給、夾緊退回時防止油液倒流,起平衡自重作業。壓力繼電器BP1是進給液壓缸開始啟動動作的發信裝置。 ...
PLC在三面銑組合機床中的應用的設計_下載(doc格式) 技術文檔
国产精品久久毛片av大全日韩_国产精品久久久久久久久动漫_欧美日韩久久一区二区_成人h动漫精品一区二_亚洲图片欧美综合_中文字幕在线不卡一区_99精品欧美一区二区三区小说_久久91精品国产91久久小草_一区二区国产视频_欧美日韩在线综合_热久久一区二区_精品国产一区二区精华_床上的激情91._99久久久精品免费观看国产蜜_欧美日韩国产影片_国产女人aaa级久久久级
久久99精品国产麻豆婷婷|
日韩欧美第二区在线观看|
欧美大片顶级少妇|
六十路精品视频|
国产99久久久国产精品|
亚洲国产日韩一区二区|
国产欧美日韩一区二区三区在线观看|
国产成人精品日本亚洲11|
久久精品国产77777蜜臀|
最新高清无码专区|
精品日韩欧美一区二区|
日韩欧美一级二级三级久久久|
中文字幕av日韩精品|
久久99精品久久久久久久青青日本|
国产九九视频一区二区三区|
亚洲成a人v欧美综合天堂|
亚洲精品一区二区三区精华液|
欧美在线视频日韩|
日本免费高清一区二区|
国产伦精品一区二区三区高清|
成人中文字幕电影|
精品一区二区三区视频|
激情偷乱视频一区二区三区|
亚洲gay无套男同|
久久精品国产一区二区三|
国产丶欧美丶日本不卡视频|
极品少妇xxxx精品少妇|
成人h版在线观看|
av电影在线不卡|
国产成a人亚洲精品|
5566av亚洲|
91免费在线视频观看|
成人综合在线观看|
久久99国产精品99久久|
在线视频观看一区|
亚洲精品在线观看网站|
亚洲曰韩产成在线|
图片区小说区区亚洲影院|
亚洲高清在线视频|
国产成人av影院|
国产伦精品一区二区三区照片91|
水蜜桃亚洲精品|
中文字幕欧美人与畜|
日韩一区二区高清|
欧美mv日韩mv国产网站|
亚洲欧美日韩精品久久久久|
亚洲图片欧美一区|
丁香激情综合国产|
日韩av电影免费在线|
91麻豆精品91久久久久同性|
日韩午夜在线观看|
亚洲自拍欧美精品|
波多野结衣亚洲|
在线免费观看日本欧美|
亚洲欧洲日韩综合一区二区|
亚洲午夜精品在线|
99re这里只有精品首页|
久久久久久九九|
5566中文字幕一区二区电影|
亚洲欧美一区二区三区国产精品|
国产成人一区二区精品非洲|
午夜精品福利一区二区|
国产欧美一二三区|
国产一区二区在线看|
99re热这里只有精品免费视频
|
亚洲高清一区二区三区|
不卡一卡二卡三乱码免费网站
|
亚洲国产激情av|
亚洲美女屁股眼交3|
婷婷丁香久久五月婷婷|
成人三级在线|
日韩天堂在线观看|
免费看精品久久片|
97精品视频在线观看自产线路二
|
国产日韩欧美激情|
高清成人在线观看|
欧美性感一类影片在线播放|
2024国产精品|
洋洋成人永久网站入口|
高清视频一区二区三区|
精品欧美乱码久久久久久|
丝袜国产日韩另类美女|
丁香啪啪综合成人亚洲小说|
色婷婷久久99综合精品jk白丝|
制服丝袜在线91|
日本伊人午夜精品|
99精彩视频在线观看免费|
亚洲高清视频一区二区|
日韩精品一区二区三区四区视频|
天堂影院一区二区|
日韩三级电影网站|
尤物在线观看一区|
欧美极品一区|
日韩欧美激情四射|
韩国在线一区二区|
欧美天堂亚洲电影院在线播放|
亚洲成av人在线观看|
乱一区二区三区在线播放|
国产精品美女视频|
精品综合免费视频观看|
中文字幕精品—区二区日日骚|
亚洲午夜精品久久久久久久久|
欧美黑人3p|
亚洲高清免费观看
|
成人深夜在线观看|
精品少妇一区二区三区
|
亚洲成人一区二区三区|
亚洲美女精品一区|
日韩久久不卡|
丝袜亚洲另类欧美|
欧美日韩中文字幕一区二区|
亚洲欧美日韩国产手机在线|
精品国产电影|
精品不卡在线视频|
91视频99|
一区在线中文字幕|
日韩精品大片|
蜜桃免费网站一区二区三区|
久久精品日产第一区二区三区精品版|
欧美国产精品劲爆|
日本视频一区二区在线观看|
日韩精品国产精品|
欧美日本乱大交xxxxx|
亚洲国产视频网站|
资源网第一页久久久|
黄页网站大全一区二区|
欧美成人乱码一区二区三区|
国产精品久久亚洲7777|
亚洲一二三四区|
欧美体内she精高潮|
成人av集中营|
亚洲欧美乱综合|
欧美性生活大片视频|
成人激情av网|
日韩一区欧美小说|
91福利在线导航|
久久er99热精品一区二区|
日韩一级免费观看|
国产精品亚洲一区|
日韩电影在线一区二区|
日韩欧美国产一区二区在线播放|
国产精品一区而去|
奇米精品一区二区三区在线观看
|
国产精品家庭影院|
成人在线看片|
午夜精品久久一牛影视|
欧美电影一区二区三区|
国产一区美女在线|
中文在线免费一区三区高中清不卡|
日韩欧美亚洲在线|
国产成人亚洲精品狼色在线|
亚洲欧美综合在线精品|
欧美天堂亚洲电影院在线播放|
99re视频在线|
蜜臀久久99精品久久久久久9|
日韩精品影音先锋|
亚洲乱码一区二区三区三上悠亚
|
国产伦精品一区二区三区在线观看|
久久精品亚洲精品国产欧美|
97久久夜色精品国产九色|
亚洲一二三级电影|
精品美女在线播放|
亚洲一区三区电影在线观看|
麻豆国产一区二区|
国产女主播在线一区二区|
91久久免费观看|
国产精品国产亚洲精品看不卡15|
日韩不卡手机在线v区|
国产精品看片你懂得|
欧美一级二级三级蜜桃|
日韩欧美亚洲在线|
91丝袜美腿高跟国产极品老师|
亚洲国产欧美日韩另类综合
|
久久av老司机精品网站导航|
亚洲色图制服丝袜|
欧美不卡一二三|
一本大道av一区二区在线播放|
国产精品久久波多野结衣|
国产成人av电影在线播放|
日韩精品一二区|
一区二区欧美精品|
6080日韩午夜伦伦午夜伦|
日本免费高清一区二区|
国产99在线免费|
福利电影一区二区|
精品午夜久久福利影院|
亚洲福利视频一区|
亚洲欧洲国产日韩|
欧美精品一区二|
欧美一区二区日韩一区二区|
国产欧美日韩综合精品二区|
亚洲 欧美综合在线网络|
亚洲国产精品国自产拍av|
日韩三级视频中文字幕|
91福利在线导航|
色呦呦网站一区|
亚洲高清在线播放|
日韩欧美在线一区二区|
乱一区二区三区在线播放|
国产亚洲欧美另类一区二区三区|
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

